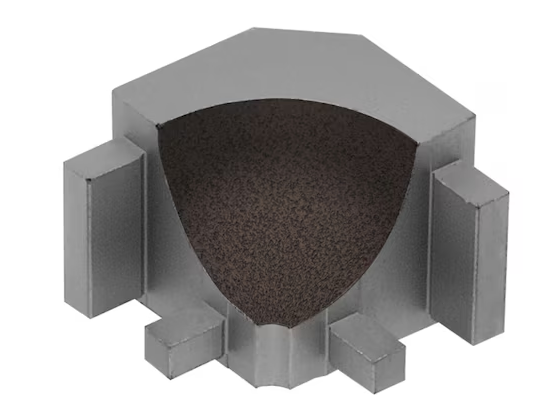
Fillets and Radii
Carrying out both fillets and spans in your design can be valuable in several ways. First of all, they aid the metal equally circulation with all locations of the component and decrease concentrated locations of warm around corners and shifts. These are also vital attributes to prevent cool shuts, caused when the steel starts solidifying prior to it has totally filled up the mold and mildew dental caries. Elements that cool down equally lessen the tension on the tooling, therefore increasing its lifetime and minimizing upkeep. Fillets can also reduce stress concentrations, particularly where converging functions would certainly otherwise develop sharp edges. Right here are some further guidelines when it concerns adding fillets and radii:
- Include fillets or radii to sharp edges and edges.
- The deeper the corner or pocket, the bigger the fillet should be.
- Fillets produce smooth shifts in between attributes that promote steel flow and architectural stability. Radii must be generous on converging attributes.
- Constant-radius fillets help keep side connection and smoothness of the component.
- Draft angles are called for when the fillet is vertical to the parting line. The draft of the converging surface will certainly establish the amount of draft needed.
Wall surface Thicknesses
When it concerns wall thicknesses, the most important facet is uniformity. Keeping the wall surfaces of the part uniform will assist advertise metal flow and uniform air conditioning. Locations with unequal wall surface thicknesses can create different contraction prices, leading to flaws in the part, such as sink marks or splits. Right here are some other considerations to make when it concerns wall surface densities:
- Molten metal flows extra openly with thicker walls.
- Certain alloys such as zinc can produce get rid of thinner walls.
- Avoid popular protruding attributes that significantly increase wall surface thickness, which can create uneven and slower cooling prices.

Ribs and Coring
Ribs are architectural functions that provide several advantages in die actors components. Their main function is to give added rigidness and strength, specifically to areas with thin wall surfaces. Ribs likewise aid the molten steel flow, allowing it to reach and fill linked locations fast
Including corings, such as the area in between ribs or wall surfaces, helps in reducing product as a metal-saver and gives better cast parts. The purpose of coring is to displace the spreading alloy, decreasing product use and leading to a lighter-weight part. With the correct use ribs and coring, you can stay clear of locations of concentrated warm caused by too much product buildup while likewise decreasing the weight of the component and preserving its strength. When including ribs and cored attributes right into your style, it’s essential to maintain the adhering to in mind:
- Developers need to add ribs onto thin-walled areas.
- Style for a weird variety of ribs to much better distribute internal anxieties and avoid creating thick crossways.
- Add fillets to ribs and sides of metal savers to reduce sharp edges and assist with metal flow.
- Stay clear of having too many ribs too close together, as this can impact the performance of metal savers.
- Include generous draft on the sides of metal saver pockets to help with mold and mildew release and prevent device wear.
Openings and Windows
Unique factor to consider ought to be offered to hole and window functions, as they present their very own distinct challenges with the die spreading process. The within surface areas of openings and windows often tend to adhere to surface areas of the steel pass away throughout the cooling process. This can impact the ejection mechanism and make it more challenging to release the part from the die, adding to tool wear and part issues. Additionally, openings and home windows can hinder metal flow with the casting. Additional methods such as bridge features or joggers can be utilized for larger home windows to guarantee appropriate metal circulation; however, this can include extra actions and price to trim out these features after casting. If your design requires holes and windows, the layout standards below will aid maintain your component manufacturable:
- Holes and windows require the greatest draft compared to various other features.
- Boundaries of holes and windows should be filleted.
- In many cases, it might be much better to post-machine openings; nevertheless, this will include production time.
Post-Machined Characteristics
Post-machining prevails with lots of die cast components. Because die cast components typically hold tight resistances and can entail complex forms, the majority of post-machined attributes are small. Machining does include costs per part yet additionally can mitigate device intricacy and warranty essential resistances or surface functions where required. When thinking about post-machined attributes, maintain the following in mind:
- Post-machined features follow the exact same style considerations of CNC machining solutions.
- The even more machining procedures, the higher the expense per part.
- Call out machining functions anywhere tolerances are past die spreading conditions. For instance, a bearing fit.
- Offer two layouts and technological drawings: the initial being the as-cast component and the second for the last ended up work surface.
Parting Lines
Parting lines are where the die fifty percents fulfill and interface with each other. When making your parts, the parting line places are among the initial facets to take into consideration. Parting lines can be straight or busted depending upon the geometry and pass away components called for to produce them. When it pertains to the parting line areas, right here are the key facets to take into consideration:
- Get rid of straight parting lines will normally be less expensive than one that calls for damaged parting lines since less complex tooling is needed.
- Quality along parting lines is more difficult to control; as a result, you should stay clear of having it go across crucial or tight resistance attributes.
- Parting lines typically show flash, a thin internet or fin of product that happens because of the clearances needed for die procedure. Flash is removed during cutting, and it must be conveniently obtainable.

Die Spreading Surface Area Complete Classses
The as-cast outside surface area finish classification ought to be defined in your style. The course you choose can dramatically influence the end price as higher-grade finishes require added actions and an extra innovative die layout. That said, you need to aim to select the most affordable category that fulfills your intended application to generate lower prices.
The North American Die Casting Association (NADCA) has guidelines to help you identify your surface area finishing needs in a general feeling. Please reference the graph listed below for these classification guidelines. Note that this serves for general type classification, and final surface quality demands are set between the consumer and maker.
Related Conten: CNC Prototype Manufacturing