Packing pressure in injection molding refers to the pressure applied to the molten plastic after the initial cavity filling phase. This pressure is maintained during the packing phase, which follows the initial injection and precedes the cooling phase. The purpose of packing pressure is to ensure that the mold cavity is completely filled and to compensate for material shrinkage as the plastic cools and solidifies.
Importance of Packing Pressure
- Complete Mold Filling: Ensures that the mold cavity is fully filled, preventing defects like short shots, which occur when the cavity is not completely filled with plastic.
- Compensation for Shrinkage: As the plastic cools, it shrinks. Packing pressure helps compensate for this shrinkage by continuing to force molten material into the cavity, maintaining the part’s dimensions.
- Minimizing Internal Defects: Helps reduce internal voids, sink marks, and warpage by ensuring consistent material density throughout the part.
- Improved Surface Finish: Enhances the surface quality of the molded part by maintaining pressure, which helps to eliminate surface defects and improves overall aesthetics.
How Packing Pressure Works
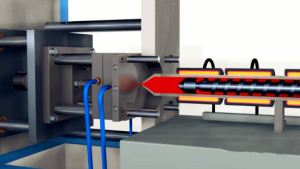
- Initial Injection Phase: The molten plastic is injected into the mold cavity at high speed and pressure until the cavity is approximately 95-99% filled. This is known as the fill phase.
- Packing Phase: After the initial fill, the injection speed decreases, and packing pressure is applied. This pressure forces additional material into the cavity to pack out any remaining voids and to compensate for material shrinkage.
- Cooling Phase: The plastic begins to cool and solidify while packing pressure is maintained. As the material solidifies, the packing pressure helps to maintain the part’s shape and dimensional accuracy.
- Pressure Release: Once the part has sufficiently solidified and the material can hold its shape, the packing pressure is gradually released. The part continues to cool until it is ready for ejection.

Setting Packing Pressure
The optimal packing pressure depends on several factors, including the type of material, part geometry, mold design, and desired part quality. Here are key considerations for setting packing pressure:
- Material Specifications: Different plastics have unique flow characteristics and shrinkage rates. Material datasheets often provide recommended packing pressure ranges.
- Part Geometry: Complex geometries and thin-walled parts may require higher packing pressures to ensure complete filling and to avoid defects.
- Mold Design: The design and venting of the mold can influence the necessary packing pressure. Well-vented molds typically require less pressure.
- Process Parameters: Packing pressure should be optimized in conjunction with other process parameters such as melt temperature, mold temperature, injection speed, and cooling time.
Common Packing Pressure Values
- Low Viscosity Plastics: Typically require lower packing pressures, ranging from 300 to 600 psi.
- High Viscosity Plastics: May need higher packing pressures, ranging from 600 to 1500 psi or more.
Potential Issues with Incorrect Packing Pressure
- Too High Packing Pressure:
- Flashing: Excess material can be forced out of the mold cavity, creating thin, unwanted plastic at the parting line.
- Increased Residual Stress: High packing pressures can introduce residual stresses into the part, leading to warpage or dimensional instability.
- Mold Wear and Damage: Excessive pressure can lead to premature wear and potential damage to the mold.
- Too Low Packing Pressure:
- Short Shots: Incomplete filling of the mold cavity, resulting in parts that are not fully formed.
- Sink Marks: Surface depressions caused by insufficient material compensating for shrinkage.
- Voids: Internal gaps or air pockets within the part due to inadequate packing pressure.

Practical Example
Consider the production of a plastic bottle cap using polypropylene (PP):
- Material Selection: Polypropylene is chosen for its good flow characteristics and appropriate mechanical properties.
- Initial Injection: The mold cavity is filled to approximately 98% using high-speed injection.
- Packing Phase: Packing pressure is applied to force additional material into the mold, ensuring complete filling and compensating for shrinkage. For PP, a packing pressure of around 800 psi is used.
- Cooling and Solidification: The part cools under packing pressure, which is gradually reduced as the material solidifies.
- Ejection: Once the part is sufficiently solidified, it is ejected from the mold, resulting in a dimensionally accurate and defect-free bottle cap.
Conclusion
Packing pressure is a critical parameter in the injection molding process that plays a vital role in ensuring part quality, dimensional accuracy, and defect prevention. By maintaining the correct packing pressure, manufacturers can achieve consistent, high-quality injection-molded parts with minimal defects. Properly setting and controlling packing pressure, in conjunction with other process parameters, is essential for optimizing the injection molding process and achieving the best results for a wide range of applications.
Related Conten: https://www.m-dtg.com/service/3d-printing/