Hold time, also known as packing or packing time, in injection molding refers to the period during which pressure is maintained on the molten plastic after the initial injection phase to ensure that the mold cavity is completely filled and the material is packed tightly. This stage is crucial for achieving the desired part dimensions, reducing shrinkage, and avoiding defects such as sink marks and voids.
Key Aspects of Hold Time in Injection Molding
- Purpose of Hold Time
- Compensation for Material Shrinkage: As the molten plastic cools, it contracts. Holding pressure compensates for this shrinkage by packing more material into the mold cavity.
- Dimensional Accuracy: Maintaining pressure ensures that the part conforms to the precise dimensions of the mold cavity, enhancing dimensional accuracy.
- Surface Quality: Proper hold time helps in achieving a smooth surface finish by preventing defects such as sink marks and voids.
- Hold Time Process
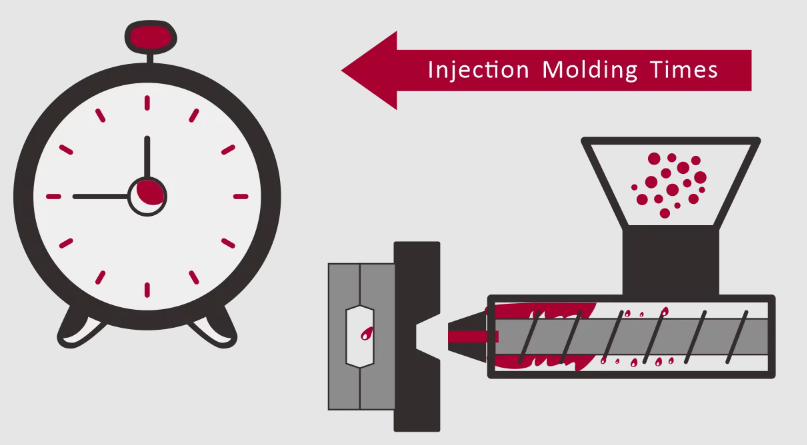
- Initial Injection: Molten plastic is injected into the mold cavity, filling it.
- Hold Phase: Once the cavity is filled, the injection pressure is reduced to a lower, constant holding pressure, and this pressure is maintained for a specific duration (hold time).
- Cooling and Solidification: During hold time, the material cools and begins to solidify while still under pressure, which helps maintain the part’s shape and dimensions.
- Determining Hold Time
- Material Properties: Different plastics have varying cooling rates and shrinkage characteristics, influencing the required hold time.
- Part Geometry: Complex parts with thicker sections may require longer hold times to ensure complete filling and packing.
- Mold Design: The design of the mold, including the gate size and location, affects how the material flows and packs into the cavity, impacting the necessary hold time.
- Optimizing Hold Time
- Trial and Error: Determining the optimal hold time often involves experimentation and fine-tuning based on trial runs and analysis of part quality.
- Process Monitoring: Advanced injection molding machines use sensors and control systems to monitor and adjust hold time in real-time for optimal results.
- Simulation Software: Mold flow simulation software can predict the ideal hold time by modeling material behavior and cooling dynamics.
Effects of Hold Time on Part Quality
- Too Short Hold Time
- Shrinkage: Inadequate hold time can lead to excessive shrinkage, causing parts to be undersized or misshapen.
- Sink Marks and Voids: Insufficient pressure during the hold phase can result in sink marks and internal voids due to uneven cooling and material contraction.
- Too Long Hold Time
- Material Waste: Excessively long hold times can lead to over-packing, wasting material and increasing production costs.
- Cycle Time: Longer hold times can increase the overall cycle time, reducing production efficiency.

Practical Example
Consider the injection molding of a plastic lid for a container:
- Initial Injection: The molten plastic is injected into the mold cavity to fill the shape of the lid.
- Hold Phase: Once the cavity is filled, the machine switches to hold pressure. This pressure is maintained for a specified duration to pack the material tightly into the mold.
- Cooling and Solidification: During the hold time, the plastic cools and solidifies, conforming to the precise dimensions of the mold cavity.
- Part Ejection: After the hold time and sufficient cooling, the mold opens, and the lid is ejected, ready for quality inspection.
Conclusion
Hold time in injection molding is a critical phase that ensures the mold cavity is completely filled and the material is packed tightly to achieve high-quality parts. It compensates for material shrinkage, enhances dimensional accuracy, and improves surface quality by preventing defects such as sink marks and voids. Optimizing hold time involves considering material properties, part geometry, and mold design, and often requires a combination of trial runs, process monitoring, and simulation tools to achieve the best results.
Related Conten: Custom Plastic Extrusions / Mold Design