Shot molding is just one of the fastest, most efficient approaches of creating high-grade plastic components– however it is not without its limitations. Developers often locate flaws in their components that include extensive hold-ups to the production procedure. While aggravating, these defects are solvable given an understanding of their reasons and how to execute vital changes to the injection molding procedure. This short article will certainly discover one common problem called flow marks, what they are, what triggers them, and exactly how to avoid them from occurring in your plastic shot molding capacities.
What is a Flow Mark?
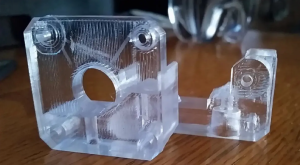
Circulation marks (also known as circulation lines) show as a curly pattern or surge on a shaped part’s surface area. While not damaging to the structural integrity of a part per-se, they suggest an unequal product circulation and can lower aesthetic top qualities. Flow marks occur near the plastic shot nozzle (also referred to as eviction) and emit outwards through the part. As received the above picture, they normally appear as circles, lines, and/or duplicated patterns.
What Causes Flow Marks in Injection Molding?
There are several reasons for circulation marks in injection molding– yet typically they are the outcome of the plastic product air conditioning at an uneven price. There are lots of reasons for this non-uniform air conditioning, so the listed below areas will discover material, device, and mold/mold design triggers that result in stream marks. Keep in mind the below sections cover the most usual factors yet may not cover all the feasible resources.
Product Causes
Keeping track of material temperature through the shot molding maker is extremely valuable when lowering flow marks. Thermoplastics have a Melt Flow Index (MFI) that indicates the circulation features of a melted plastic; plastics with a reduced MFI are extra vulnerable to flow marks while greater MFIs work better. This requirements is carefully linked to temperature, and temperature is infamously squirrely with plastics. As well hot and the plastic will certainly start to degrade, however as well reduced and circulation marks raise.
An inappropriate flow price and injection rate also create flow marks. The injection rate must continue to be consistent as the plastic gets in the mold and mildew, or else, it will decrease, trendy, and cause flow marks. The circulation rate should guarantee the material does not shed its kept warmth prior to getting in the mold, otherwise, it will certainly decrease in temperature level before molding and reason flow marks.
Machine Causes
Maker criteria are common sources of circulation marks. If the device shot pressure is as well reduced, the product will not melt consistently via the mold and mildew and cause unequal cooling. Likewise, reduced nozzle and barrel temperature levels will not sufficiently heat plastic, resulting in flow problems. Inappropriate timing additionally contributes to stream marks, where brief residence and biking times can cause irregular air conditioning and circulation marks.

Mold/Mold Layout Triggers
Improperly created mold and mildews are another substantial resource of flow marks. Molds with poor venting, non-uniform wall densities, and poor lubricant will certainly cause poor results. Sprue/gate/runner design will certainly also determine circulation mark regularity. Gates/runners that are too little or slim will certainly minimize product flow, temperature level, and pressure, triggering a list of issues including circulation marks.
Another vital layout consideration is a cool slug well; a cool slug is the small bit of solid plastic that cools down inside the nozzle tip during cooling phases. The cold slug protects against plastic drooling during the injection procedure, but the slug still ends up in the molded part. Some designers will certainly either not consist of a well for the chilly slug to visit during injection or improperly create a cold slug well. Either case results in inadequate material flow and even total clogs, triggering a range of problems.
Exactly how do I protect against flow marks?
Preventing circulation marks will certainly entail some tuning, trial-and-error, and smart design. Below are the most effective methods to reduce flow marks in an injection mold, but it is important to very first isolate the reason for the circulation marks before altering points up. The listed below sections will reference elements from the above representation.
Adjustments to Pressure Specifications
One of the easiest remedies is to raise the back and holding stress of the shot molding device. Larger back pressure will certainly help press the fluid throughout the runners/mold, improving compaction. Increasing the holding pressure (or the fixed pressure once the plastic is injected) will improve surface top quality as the plastic better satisfies the mold dental caries’s surface. Note that too much shot pressure will certainly lead to jetting (another problem), so locate a balance using other parameters.
Changes to Temperature Parameters
Temperature level is not as simple– both the maker and the mold and mildew are resources of heat, and transformations to one or the various other can result in worse flaws. Temperature level is additionally securely associated with pressure, where low thaw temperature levels can look like a stress issue in the beginning, so take your dimensions!
Initially, confirm that the barrel temperature is to product requirements. A lot of thermoplastics intended for shot molding will certainly feature recommended barrel temperature levels, however drivers can really somewhat deviate from the recommended if required. Additionally, note that there are 4 different home heating bands/zones: rear, facility, front, and nozzle (received the above representation as the 3 heating units around the barrel and the nozzle itself). The material temperature level should be readied to slowly rise as the plastic is pressed through the barrel, with a basic policy of +6 ° C per zone.
Raising the nozzle temperature is where a lot more trial-and-error happens. Nozzle temperature levels are ideally the like the melt temperature, yet will genuinely be less due to the nozzle touching the chilly mold. Raising the nozzle temperature to a little above the melt temperature will reduce this cooling and keep the product fluid through the shot procedure. Again, the general regulation is 6 ° C higher than the previous zone (the barrel front).
Finally, a too-cold mold and mildew hinders any kind of development with the previous temperature level tweaks. Many product will certainly include suggested values for mold temperature but bear in mind that air conditioning will normally occur as the plastic relocations even more from warmth sources.
For temperature as a whole, it is best to start with the recommended barrel, nozzle, and mold temperature level, examination 10 or two mold and mildew samples, check out the results, and adjust from there.

Injection Speed
Injection speed is carefully connected to shot pressure– the greater the stress, the much faster the circulation price of the product. Speed is very important in injection molding because, at reduced rates, the liquified product has even more time to cool down, boosting flow lines. If needed, nozzle diameter can be increased to allow for even more circulation and to prevent very early air conditioning.
Injection speed is likewise connected to material, where a too-stiff molten polymer will certainly reduce no matter pressure or speed. If the molten plastic is thick and eviction is little, the filling up rate will slow and trigger uneven air conditioning. Discover a product with the stiffest circulation feasible without creating non-fill (unfilled areas of the mold and mildew, additionally called short shot), and use its suggested flow rate to make sure faster flow.
Entrance, Sprue, & Jogger Design
Gateway, sprue, and runner style is vital– thin/small entrances and runners will certainly limit product circulation, minimizing pressure, shot speed, and ultimately temperature. The good news is, simulation devices (such as C-MOLD) will compute the perfect entrance, sprue, and runner sizes for your mold to enhance the procedure. Entrance place is additionally essential, where gateways closer to cooler or thinner areas of the mold and mildew will certainly decrease cooling time and boost circulation line frequency. Keep in mind that certain elements (gears, for instance) have actually established entrance areas to boost loading, so just alter entrance points when there are no collection rules.
Airing vent
Airing vent allows caught air in the mold tooth cavity to leave once the molten plastic gets in the mold. Place vents at the end of each jogger area and think about adding vents opposite eviction. The thickness of the plastic will establish the air vent deepness, yet normally, stiffer materials need much deeper vents. Another benefit of computer system simulations is that they will show where the thaw will fill last, keying you in on where to place optimal ventilation.
Mold and mildew Layout
Sharp edges/corners in cavity designs will result in non-uniform flow and irregular air conditioning. Designing mold and mildews with fillet sides and rounded edges will certainly improve material flow (especially to thicker locations) and minimize circulation marks. Likewise, remember the impact of wall surface thickness on air conditioning. Molds with consistent wall surface density will certainly not need to worry about this effect, however those with variable wall surface thickness will certainly experience much more unequal air conditioning. Generally, wall surface density should transform smoothly through the part, and thicker locations ought to include more fillets and round corners. A cool slug well must likewise be added at the end of the main runner, preventing obstructions and cooling down concerns.
Driver Knowledge
The last technique for decreasing circulation marks in shot molding is to educate drivers on proper procedures and on the injection molding process. If the shot molding machine is not automatically cycled, drivers should understand the proper biking time to stop irregular molding cycles. Correct application of mold lube need to likewise be instructed, where large flow length-to-wall density ratio areas ought to get more lube (according to material specifications). Job shifting likewise helps in reducing errors as a result of complacency or fatigue, however a number of the above issues can be eliminated just by utilizing robotics/control systems rather than human control.