What is Sink?
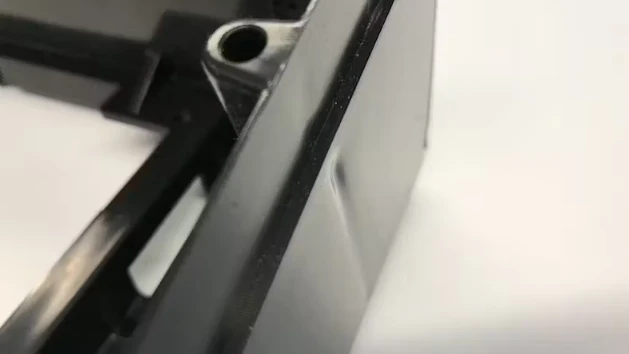
Sink is one of the most common cosmetic problems in shot formed parts, and is identified by surface anxieties, often in sections with thick walls. This is caused by the irregular diminishing of product as it cools, when thicker cross-sections of a component draw greater than the thinner areas when solidifying from liquid to solid, leaving divots on the contrary side.
An example of this is when there are ribs or manager (screw install) features on the contrary side of a cosmetic face. Sink from ribs will certainly look like lines or a grid perception, and a manager may make little dips comparable to a doughnut shape.
Ways to Reduce Sink
Sink is not naturally negative. Yet if the part has aesthetic needs, it may be unattractive. The good news is that sink can normally be minimized via best layout methods. Right here are 3 best rules for handling sink in your next injection formed task.
1.Make all your outer walls uniform.
This style approach, along with making interior ribs that are 40-60% of the external wall thickness, will certainly aid take care of sink in your injection formed components. To see this in practice, have a look at a LEGO or pop off the battery cap of your remote to see this in practice. The external wall of a part is its key structure, and additionally where the material will flow with the least resistance– loading the component dental caries in the mold and mildew. Ribs are made use of to add toughness and strength without including excess thickness. Nevertheless, note that ribs that coincide thickness as a wall surface have a tendency to reveal even more sink because they are pulling material away from the wall surface and into the rib when cooling. By making ribs thinner than the outer walls, the outer wall surfaces will really stay more stable than the rib, which will dramatically lower sink marks.
2.Cut some product away from manager features.
This is a truly fascinating trick that can get rid of visible rings from an aesthetic face. A manager is a cylinder extruded out, commonly vertical, from a surface area. It has an interior opening which will normally fit a thread, an insert, or a screw for setting up.
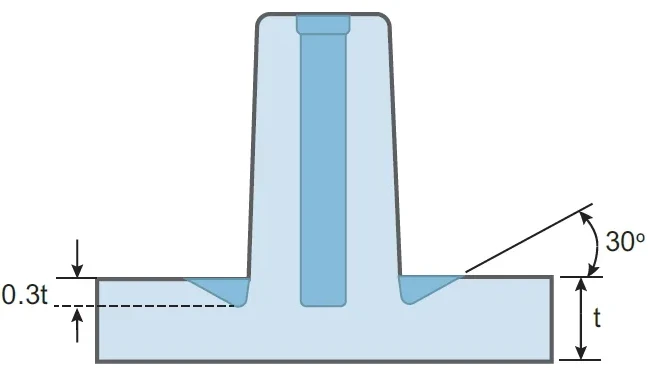
Using the regulation over, in charge ought to have a nominal thickness of 40-60% of the outer wall surface. Furthermore, the density ratio in between the inner blind hole and the outer wall need to be at the very same 40-60% range. The last feature is a triangular groove around the boss which is 30% of the wall surface thickness deep and combining back to the external wall surface at a 30-degree angle. These added cuts minimize and relocate the factors of mass which would generally pull product while cooling, hence alleviating sink marks.

3.Adding appearance to the cosmetic surface.
Despite having finest style techniques, there may still be pale sink marks visible on the surface. Using a matte surface area ending up such as mold texturing (MT-11010, MT-11020, or the comparable), or SPI matte coatings like C3 to D3, will assist conceal any staying sink marks by minimizing glare get from small blemishes.