In addressing these issues, injection molding operators and engineers need to work closely together to solve different defect problems by adjusting injection parameters, improving mold design and optimizing raw material selection. In addition, regular maintenance and cleaning are key to ensuring proper operation of the injection molding equipment and consistent product quality.
Short Shot
Cause: Plastic does not fill the mold cavity.
Solution: Check that the mold is properly designed and machined, make sure there is enough plastic in the hopper, and optimize injection parameters to ensure complete mold filling.
Bubbles

Cause: Gas is trapped in the plastic during the injection molding process.
Solution: Increase injection pressure and temperature to reduce the presence of gas, and check for blockages in the hopper and mold passages.
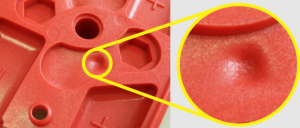
Gas Bubbles (Sink Marks)
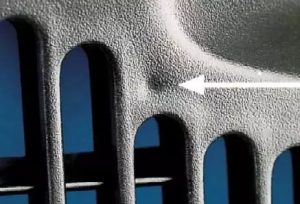
Cause: During the injection molding process, some of the plastic cools too quickly and shrinks.
Solution: Adjust injection parameters to ensure that the plastic fills the entire mold cavity, and optimize the mold design to reduce uneven thickness.
Foreign Object
Cause: During the injection process, external impurities enter the mold cavity.
Solution: Clean the mold regularly, make sure the hopper and injection molding machine channels are clean, and use high quality raw materials.
Flow Lines:
Cause: Uneven flow of plastic in the mold cavity.
Solution: Optimize mold design to promote uniform plastic flow, adjust injection parameters to improve flow, and increase mold cooling time.
Bubbles (Weld Lines)
Cause: Intersection lines are formed when the plastic flows for some reason.
Solution: Adjust injection parameters to reduce flow resistance, optimize mold design to avoid plastic intersection, increase the cooling time of the mold.
Warpage
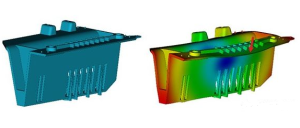
Cause: The injection molded part may be deformed due to internal stress.
Solution: Optimize the injection parameters to reduce internal stress, increase the cooling time of the mold, and choose the right plastic material.
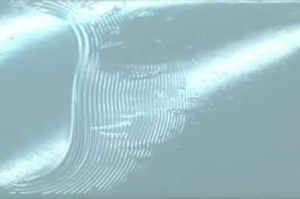
Jetting
Cause: Jet marks are usually Caused by plastic being shot at high speeds during the injection process. This high velocity injection may Cause some of the plastic to fail to fully fuse as it fills the mold.
Solution: Slow down the injection speed to allow the plastic to fill the mold more evenly, and adjust the mold design to promote even flow of the plastic.
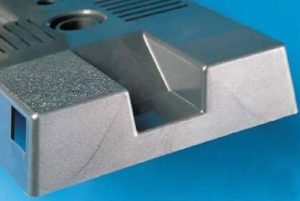
Flash (Flying Edge)

Cause: Flash is usually Caused by excessive gaps between molds or poor mold closure, allowing plastic to flow out of the gaps between the molds and form flash during the injection process.
Solution: Check the mold gaps and make sure they are properly sized, adjust the mold temperature to ensure tight closure, and optimize the injection parameters to reduce the pressure on the plastic as it flows.
Burn Marks

Cause: Burn marks are usually Caused by the plastic overheating or staying too long while filling the mold. This can be Caused by high injection pressures, high mold temperatures, or long injection times.
Solution: Reduce injection pressure and mold temperature, reduce injection time to avoid overheating the plastic, and optimize mold design to improve plastic flow.
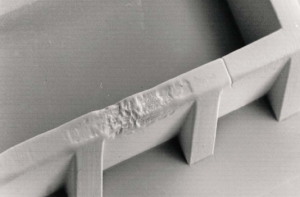
Delamination

Cause: Delamination is usually Caused by the failure of the plastic to fully fuse when filling the mold or by stress during the injection process. This can be Caused by uneven melting of the plastic, too fast injection speeds, or unstable mold temperatures.
Solution: Adjust the injection speed to ensure that the plastic is fully fused, optimize the mold temperature and pressure to reduce internal stress, and select the right plastic material to improve fusion performance.
Cracks
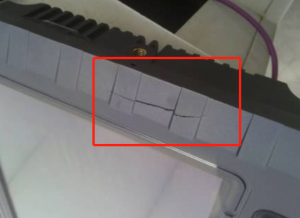
Cause: Cracks are usually caused by overstressing the plastic or uneven temperatures. This can be caused by excessive cooling during the injection molding process, unstable mold temperatures, or improper use of additives in the plastic.
Solution: Optimize injection parameters to reduce internal stresses, increase the cooling time of the mold to ensure uniform cooling of the plastic, adjust the mold design to reduce areas of stress concentration, and check the formulation of the additives in the plastic to ensure that they meet the requirements.