Removal of residual plastics from molds and machine parts by pulling off or mechanical separation with a knife is the easiest method of cleaning a mold. In most cases, mechanical cleaning is confined to uncomplicated molds (or screws) and the use of no-problem plastics. As soon as surface conditioning by chemical or thermal posttreatment is necessary, the relevant regulations against air and water pollution and for accident prevention, as well as the applicable threshold limit values, have to be observed. All plastics, both thermoplastics and thermosets, can be thermally moved.
Thermogravimetry provides graphs plotting the decomposition of plastics. TPs disintegrate at temperatures between 300 and 400°C, a 100% loss of weight occurring within a very short period of time. With TSs, weight loss, characteristic of the decomposition process, can start between 300 and 400°C (98).
A variety of methods are used to carry out thermal decomposition in mold cleaning. The conventional methods of flaming or treatment of the molds in oven chambers have to take into account pollutants that occur. Substantial overheating can occur when flammable components of plastics burn up in an oxygen-containing atmosphere upon reaching their flash point. Mold damage is frequently attributed to these rather uncontrollable reactions of exothermic combustion. Even authentic chromenickel steel grades may be at risk under such conditions due to carbonization.
Open solvent·baths are used for mold cleaning. Solvents used in closed systems are only appropriate under economic conditions where the required cleaning results are not obtainable with any other method. Some molds may justify the use of solvents; however, cleaning in an oil bath yields equally good results in most cases. Solvents should be selected individually for the various plastics. Losses due to evaporation and reprocessing of at least 10% must be expected even with closed systems.
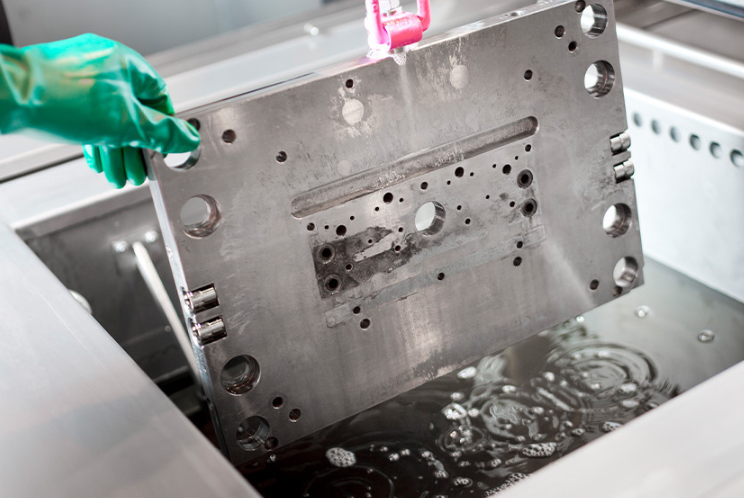
Cleaning in an oil bath involves the immersing and heating of the molds within a closed container. The oil used can consist of a synthetic mixture of isomeric dibenzyl toluenes. The equipment used consists of electrically heatable stainless steel tanks adapted to the mold geometries. To reduce the oil oxidation and improve aging behavior, the cleaning process is carried out under a nitrogen blanket.
Manual Cleaning

Cleaning of machine parts by hand, either by mechanical removal of the hardened plastic layers or melting off with the aid of an acetylene torch, is the most elaborate method, but is still practiced in many small firms. Mechanical damage and/or local heat deformation of the mold are the risks of this method. In addition, the quality of cleaning is very dependent on the skill and reliability of the workers carrying it out. If we consider the high wage costs and secondary costs, this is the most expensive method, but it requires almost no investment.
Oven Cleaning
Both vacuum and conventional ovens are still in general use for pyrolysis-type cleaning. Generally, the advantages of ovens lie in their relatively low capital equipment cost and convenience in handling large loads. Ovens, however, operate on a very long cleaning cycle, and significant postcleaning operations are required to remove residual carbon. This is normally a manual operation on critical hardware. Glass bead cleaning is used on hardware in which precise maintenance or dimensional tolerance is nonessential.
Vacuum ovens tend to require high maintenance, especially on the pumps and seals, and in some cases, special provisions are made when handling certain plastics that require collecting vapors and/or residue released from the molds or dies (different types of filters or scrubbers are used).
In the case of both types of ovens, complex assembled hardware is normally broken down prior to cleaning. When the disassembly of parts is not possible, dual-cycle cleaning with disassembly between cycles is frequently required. This practice obviously increases both operating costs and turnaround time.
Finally, nonuniform heating creates stress and can be preferentially destructive to metallurgical properties induced by prior heat treatment. This consideration becomes more important with the increased use of precipitation-hardened stainless steels where dramatic changes in hardness occur over a relatively small temperature differential.
Solvent Cleaning
Solvent cleaning of hardware can be accomplished with acid or alkaline chemicals, such as ethylene glycol and organic agents, and by organic or inorganic ultrasonic cleaning. Conventional solvent baths require the complete breakdown of complex hardware prior to cleaning, often resulting in mechanical damage to the hardware. Acid or alkaline cleaning is slow at best and frequently corrosive to hardware. Although equipment costs are low, chemical costs are high. Sludge removal and disposal are both labor-sensitive and an increasing environmental problem. Organic solvents can be effective; however, environmental considerations restrict their use, and recycling equipment is necessary due to environmental pollution controls.
Triethylene Glycol Cleaning
This TEG -method is very suitable for parts contaminated with polyester and nylon, since the boiling point of TEG is about 285°C at normal pressure, for example, in a water-cooled, but open, reflux condenser. The intensely bubbly bath removes the plastic even inside hollow cavities if they have inlet openings.
Postcleaning
A nitric acid postcleaning is necessary as a supplement to solvent cleaning processes if the carbonized plastics residues, additives, and pigments are not sufficiently removed from the workpieces. Depending on the parts to be cleaned and the adhering plastics, this may also be done by alkaline postcleaning in the same, or other similar, apparatus. Twentyfive to 30% strongly alkaline stripper is dissolved in water, and the parts to be cleaned are treated in this for approximately 2 h at up to 80°C. This type of acid or alkaline posttreatment must always be succeeded by neutralization in one or two stages, the last stage of which must be boiling out in pure water.

Salt Bath Cleaning
For a long time, molds to be cleaned have been immersed in baths of molten salt in which the plastic melts and burns. The simplest salt for this is molten sodium nitrite or mixtures of this with smaller quantities of other salts. Salt baths operate primarily on the basis of thermal oxidative decomposition of the polymer. There can be chemical corrosion associated with this cleaning method, and surface defects created by thermal shock during the water rinsing ofsalt from hardware at an elevated temperature. It is not normally considered for new or replacement installations, because of environmental and safety considerations. Other disadvantages include high operating costs (since the system must be left on even when not in use), high replacement costs of salt, and sludging and disposal problems associated with spent salt.
Ultrasonic Solvent Cleaning
Ultrasonic solvent cleaning will normally improve solvent bath cleaning dramatically. However, corrosion, disposal problems, and expensive chemical costs still remain. Also, equipment costs rise significantly when ultrasonic cleaning is required. It is used most successfully as a postcleaning process for the removal of inorganic residues from a thermal cleaning system.
Fluidized-Bed Cleaning
Fluidized-bed cleaning, introduced in the late 1960s, has for most applications become the option of choice. Absolute temperature control and thermal uniformity permit cleaning of complex critical hardware with minimal risk of distortion or metallurgical damage. Also, the average cleaning cycle is an order of magnitude shorter than that for ovens, due to the superior heat-transfer characteristics of the fluid bed.
Vacuum Pyrolysis Cleaning
Only vacuum pyrolysis provides goodquality, pollution-free cleaning of molds for almost all plastics, without additional chemicals. Apart from the vacuum pyrolysis oven, only electricity and water are used. The parts to be cleaned are laid in a basket or hung in a frame, with the largest opening directed downward. The loaded vacuum autoclave is evacuated to SO to 10 mbar and heated initially to SO to 100°C above the melting temperature of the plastic. More than 90% of the plastic runs from the molds into a vessel connected below, where the polymer hardens.
The actual cleaning process is for less than 10% of the originally adhering plastic. After removal of most of the plastic, the heater is adjusted to vacuum pyrolysis temperature: between 370 and S20°C depending on the plastic. When this temperature has been reached, the residues remaining on the mold surfaces are pyrolyzed under vacuum. The same occurs with the plastics residues inside the mold.