A mold is the heart and soul of the shot molding procedure– not only is it among the most taxing and expensive elements of injection molding, yet the success of every product that undergoes the shot molding maker depends on it. Shot molding specialists well know the importance of mold and mildew layout; nevertheless, it can be much from very easy to figure out exactly how to develop it properly.
This post will certainly assist by briefly checking out exactly how to select core and cavity positioning in injection molding, initially by considering the basics of injection molding, after that working through various factors to consider for shot built parts.
Fundamentals of Injection Molding
Prior to talking about where to position cores and tooth cavities, it is required to describe how shot molding jobs and just how it impacts design factors to consider to begin with. The four fundamental shot molding cycle steps are shown in the image listed below.
- Plastification: Plastic granules are fed into the machine’s receptacle, where the reciprocating screw draws back, enabling materials to get on the area between the screw and the barrel. The screw compels the product with the heater bands, where it thaws.
- Shot: The screw forces the material additionally right into the mold and mildew cavity (comprised of 2 secured mold and mildew halves), where it fills up deep space room and pushes out any entraped air via the mold vents. When the plastic has filled the entire mold dental caries, including its sprues, runners, entrances, and so on, stress is put on distribute the thawed plastic via the mold (called the holding stress).
- Packing/Cooling: The mold is kept at a set temperature level to evenly strengthen into the part form and evenly disperse through the cavity area. The holding stress is preserved while cooling down, and when cooled down, the component is ready for the final step.
- Demold/Ejection: The mold and mildew halves separate, exposing the finished and cooled part (where the part is adhered to only one mold and mildew half). The ejector pins eject the part from the mold and mildew fifty percent it is attached to, releasing it right into a receptacle.
These four basic steps illustrate exactly how plastic gets in the mold through only one of its fifty percents, and exactly how the mold is frequently opened/closed during cycles. Developers need to ensure that the completed component constantly adheres to the same side of the mold and mildew when expeling, as just one half can house the ejection system (and can consequently release the component). It is additionally important that no room be left unfilled which these rooms fill and amazing uniformly. Otherwise, it causes costly defects.
Cores and Cavities
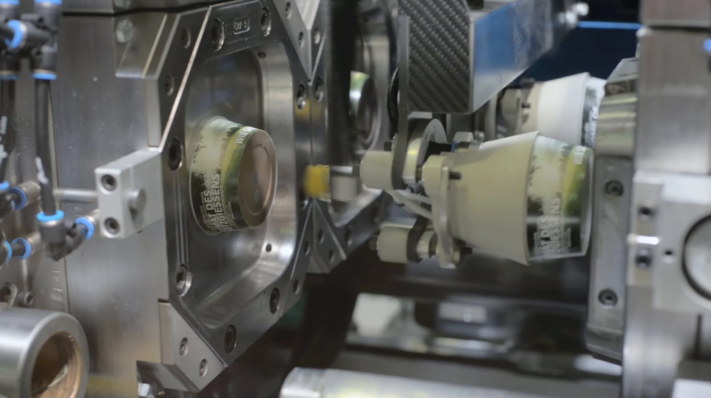
The picture listed below highlights the ideas of cores and cavities in an instance where a cup is being shot molded.
The closed quantity of the mold dental caries is produced using (at minimum) two mold halves. In two-part device molds, these halves are either cores or cavities.
The core is the side of the device mold that contains the interior or non-cosmetic side of the component. The core is likewise where (in most setups) the ejector system is located. In the above visual, the within the mug is the non-cosmetic side, and so the core creates the within the mug.
The dental caries is the side of the device mold that creates the outside or cosmetic side of the component. It is frequently polished to a finish that represents the wanted final surface area coating of the component.
When placed with each other, the core and tooth cavity will certainly leave a thin-walled dental caries that will become full of thawed plastic and enabled to cool.
What Influences Core and Cavity Positioning?
It is crucial to establish the best setup of mold parts; or else, the shot molded component will fail. The above picture intentionally gets rid of numerous parts of a mold and mildew to highlight the core and cavity however note that there are a number of components and principles that will certainly impact the core/cavity positioning (and the success of the job).
Below is a short checklist of what influences core and cavity placement:
Before going over where to place cores and cavities, it is required to explain just how shot molding works and how it impacts design considerations in the first place. The 4 basic injection molding cycle actions are shown in the image below.
- Component form: the above photo reveals a straightforward, round shape, yet lots of shot formed parts are extremely complicated. The part form will certainly not just determine where to place the core and cavity in the mold and mildew yet also where ejector pins, cooling down networks, and other required elements go (which in turn influence core and cavity placement, and so on). Also, uniform wall density is a top priority partly form, as variable wall densities will certainly trigger concerns in both air conditioning and ejection.
- Ejector System: When the mold and mildew is opened after the cooling stage, the injection formed component must constantly be adhered to the side of the mold with the ejector pins. The ejector system and its details forms will certainly impact where the core and tooth cavity are placed, such that consistent, repeatable ejection is attained.
- Material: The diminish price, circulation characteristics, and injection rate of the material will partly dictate just how the core and cavity are set up. If a product has a reduced shrink rate, it will be more testing to get the component to adhere to the ejector pin side, therefore calling for layout considerations. Fortunately most plastics do diminish considerably, but it is essential to understand just how the material can possibly affect where the core and dental caries must go.
- Gates, Runners, and Sprues: The sprue is the key channel from the injection molding nozzle that feeds plastic right into the mold tooth cavity. It is generally vertical to the mold cavity’s axis but can occasionally be straight piped into the cavity (because circumstances, the sprue is referred to as a direct sprue gate). Joggers are the networks that feed multiple mold and mildew dental caries with liquified plastic from the sprue. A lot of injection molds utilize joggers as it is much more cost-effective to mold and mildew several parts in one cycle (especially in the case of small components such as model package components, for example). Gates are the entrance points from the runner right into the core and cavity and are commonly much narrower than the runner.
Each of these elements influences core and tooth cavity positioning and must be wisely created. The sprue and runner areas need to be positioned in such a way that enables enough dental filling of all attributes of a part. Proper gate location influences core and cavity placement, as they influence just how the core and tooth cavity fill and just how the part will look visually, as it is the factor at which the component is cut off from the jogger system (assuming a cool runner layout).
The image below highlights the plastic mold and mildew feed system commonly used with plastic shot molding.

Core and Cavity Placement Considerations
Below are some useful tips when considering how to prepare the core and dental caries positioning in an injection molded component. Keep in mind that this section is no place near exhaustive, and certified design designers, mold and mildew professionals, and shot molding experts ought to be spoken with when relating to the core and dental caries placement of a specific project.
DTG can aid with questions on mold design – call us for support as needed.
Core and Tooth Cavity Layout
There are some key regulations when making injection molding tooth cavities that will certainly decrease flaws and raise the possibilities of clean ejection from the mold, for instance:
- Including rounded corners/edges
- Including ribs for assistances
- Including employers for threaded inserts
- Preventing vertical walls (i.e. walls perpendicular to the parting line of the mold).
- Utilizing uniform wall density as long as possible.
- Producing hollow cavities in thick sections etc.
These regulations affect the placement of the core and tooth cavity in a shot molded component, as they restrict where and in what positioning these attributes can be. As an example, ribs or employers need to not be organized vertically, otherwise, there is a threat of the part getting captured in the mold and mildew. Understanding exactly how the material will certainly fill up the core and tooth cavity will aid identify exactly how it ought to be oriented and notify mold design.
Draft Angles.
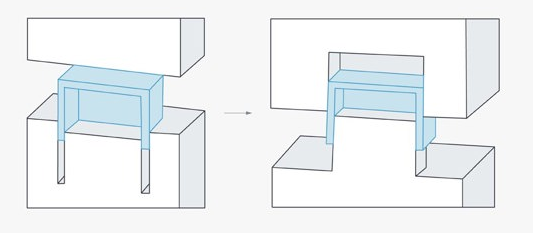
The draft angle, or the determined angle of wall surfaces to the upright axis of the mold to make up thermoplastic shrinkage, is an especially important aspect of core and cavity style. See the representation below for an image of this principle.
Plastic that is completely vertical in a mold and mildew design (specifically around a core or inside a dental caries) will certainly experience friction and suction as it tries to release from the mold. Proper draft angles (revealed over in the picture) minimize the rubbing and release the vacuum by supplying space in the layout. Draft angles are additionally used to keep the component on the correct side of the mold with critical placement of the core and tooth cavity.

Machining Considerations.
Injection molding mold and mildews should be fabricated; developing an excellent style that is completely impossible to maker is, well, imperfect. Area the core and cavity to lower unneeded milling, reducing, touching, or various other treatments, which permits a good surface coating. Mold developers typically make use of CAD software application to play out each machining treatment needed detailed to achieve the specific functions of an offered mold and mildew. Such software application includes Autodesk Combination, Solidworks, ZW3D, and others.
Filling, Thermals, and Shrinking.
Material characteristics such as flow price, heating & cooling temperature levels, and shrinking rate will certainly influence the core and dental caries placement, so it is important to take into consideration all of these when designing a mold and mildew. There is injection molding simulation software that assists forecast exactly how a given style will operate by replicating contraction, temperatures across a cycle, and how uniformly cores and dental caries fill up through a given jogger system. Employing among these software will certainly aid find the best positioning of cores and cavities and will certainly likewise offer design ideas to repeat on, such as places for even more uniform wall surface density, rounded sides, and so on (rather than actually making a mold and mildew, trying it, and after that returning to the attracting board when it stops working). Popular shot molding software for this function is Autodesk Moldflow, Moldex3D, SOLIDWORKS Plastics, and a lot more.
Summary.
This article offered exactly how to choose core and dental caries placement in shot molding.
DTG uses a complete series of shot molding capabilities to aid with your manufacturing requirements. See our website to check out the complete range of our abilities or to ask for a cost-free, no-obligation quote.