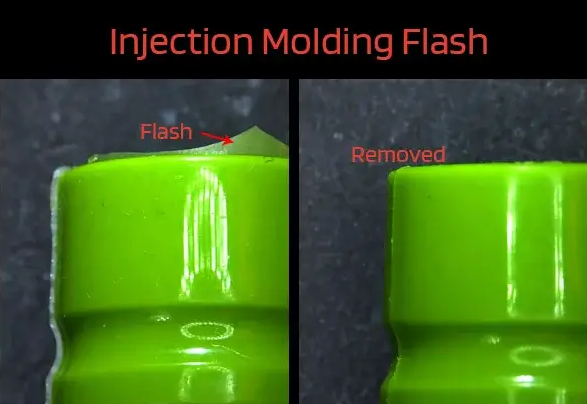
Flash in injection molding refers to excess material that escapes from the mold cavity and solidifies along the parting line or around ejector pins, creating unwanted thin layers or protrusions on the molded part. Understanding the causes of flash is essential to prevent this defect and ensure the quality of the final product. Here are the main causes of flash in injection molding:
Causes of Flash in Injection Molding
- Excessive Injection Pressure:
- High injection pressure can force molten plastic into small gaps between the mold halves or around ejector pins, causing flash.
- Insufficient Clamping Force:
- If the clamping force is not strong enough to keep the mold halves tightly closed during injection, molten plastic can escape through the parting line, leading to flash.
- Worn or Damaged Mold Components:
- Wear and tear on the mold components, such as the mold halves, ejector pins, and sealing surfaces, can create gaps through which molten plastic can escape.
- High Melt Temperature:
- A high melt temperature can increase the fluidity of the plastic, making it easier for the material to flow into small gaps and create flash.
- Poor Mold Venting:
- Inadequate venting can trap air or gas inside the mold, causing the mold halves to separate slightly during injection and allowing plastic to escape.
- Improper Mold Alignment:
- Misalignment of the mold halves or components can create uneven gaps that permit the escape of molten plastic, resulting in flash.
- Incorrect Injection Speed:
- Too fast an injection speed can cause the plastic to fill the mold cavity too quickly and forcefully, leading to flash as the material is pushed into any available gaps.
- Overpacking:
- Overpacking occurs when too much material is injected into the mold, leading to excessive pressure that forces plastic out of the cavity and causes flash.
- Thermal Expansion:
- Differences in thermal expansion between the mold and the plastic material can cause gaps to open up, particularly if the mold temperature is too high or not evenly controlled.
Solutions to Prevent Flash
- Optimize Injection Pressure:
- Adjust the injection pressure to an appropriate level that is sufficient to fill the mold cavity without forcing plastic into gaps.
- Increase Clamping Force:
- Ensure the clamping force is adequate to keep the mold halves tightly closed during the injection process. Check the clamping unit for proper operation.
- Maintain Mold Components:
- Regularly inspect and maintain mold components to prevent wear and damage. Replace worn parts as needed to maintain tight seals.
- Control Melt Temperature:
- Set the melt temperature within the recommended range for the material being used to maintain proper viscosity and prevent excessive fluidity.
- Improve Mold Venting:
- Ensure proper venting in the mold design to allow trapped air and gas to escape without causing separation of the mold halves.
- Ensure Proper Mold Alignment:
- Check and adjust the alignment of the mold halves and components to ensure there are no uneven gaps.
- Adjust Injection Speed:
- Optimize the injection speed to fill the mold cavity at a controlled rate, avoiding excessive force that can cause flash.
- Avoid Overpacking:
- Use the correct amount of material to fill the mold cavity without overpacking, and adjust the packing pressure accordingly.
- Control Mold Temperature:
- Maintain an even and appropriate mold temperature to prevent gaps from forming due to thermal expansion differences.
[elementor-template id=”4330″]
Practical Tips
- Cold Slug Well: Design a cold slug well to capture any solidified material at the nozzle tip before it enters the mold cavity.
- Regular Inspection: Perform regular inspections and maintenance of the injection molding machine and mold to ensure optimal performance and prevent defects.
- Training: Ensure that operators and technicians are trained to recognize and adjust process parameters to prevent flash and other defects.
By addressing these factors and implementing the appropriate solutions, manufacturers can significantly reduce the occurrence of flash in injection-molded parts, leading to higher quality and more reliable products.
Related Conten: Quick Turn Injection Molding
 DTG Mould Trade Process |
|
| Quote: | According to sample, drawing and specific requirement. |
|---|---|
| Discussion | Mold material, cavity number, price, runner, payment, etc. |
| S/C Signature | Approval for all the items. |
| Advance | Pay 50% by T/T |
| Product Design Checking | We check the product design. If some position is not perfect, or can not be done on the mould, we will send customer the report. |
| Mold Processing | Send report to customer once each week |
| Mold Testing | Send trial samples and try-out report to customer for confirmation |
| Mold Modification | According to customer’s feedback. |
| Balance Settlement | 50% by T/T after the customer approved the trial sample and mould quality. |
| Delivery | Delivery by sea or air. The forwarder can be designated by your side. |
 |
|