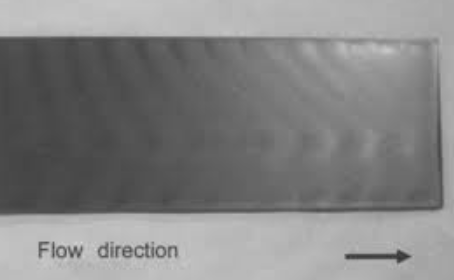
Tiger striping, also known as flow marks or flow lines, is a common surface defect in injection molded parts. These marks appear as a series of light and dark bands or streaks, resembling the stripes of a tiger, hence the name. Understanding the causes of tiger striping and how to prevent it is crucial for producing aesthetically pleasing and high-quality parts.
Primary Causes of Tiger Striping in Injection Molding
- Flow Hesitation:
- Flow hesitation occurs when the molten plastic slows down or pauses during injection, causing uneven cooling and resulting in visible flow lines.
- Inconsistent Melt Temperature:
- Variations in melt temperature can cause differences in viscosity, leading to uneven flow and the formation of tiger stripes.
- Poor Mold Design:
- Sharp corners, sudden changes in wall thickness, and poorly designed gates can disrupt the flow of material, leading to tiger striping.
- High Injection Speed:
- Excessively high injection speeds can cause turbulence in the material flow, leading to the formation of flow marks.
- Material Characteristics:
- Some materials are more prone to tiger striping due to their flow properties and sensitivity to processing conditions.
- Improper Venting:
- Inadequate venting can cause trapped air and gases to interfere with the flow of the molten plastic, resulting in flow lines.
- Gate Location and Design:
- Poorly placed or designed gates can create flow patterns that lead to tiger striping.
- Cold Material in Nozzle:
- If the material in the nozzle is too cold, it can create a skin effect when injected, leading to flow marks.
[elementor-template id=”4330″]
Preventing Tiger Striping in Injection Molding
- Optimize Melt Temperature:
- Ensure consistent and appropriate melt temperatures to maintain uniform viscosity and smooth material flow.
- Improve Mold Design:
- Design molds with gradual transitions, rounded corners, and well-placed gates to promote smooth flow and reduce the risk of flow hesitation.
- Control Injection Speed:
- Adjust injection speeds to minimize turbulence and ensure a steady, consistent flow of material.
- Enhance Venting:
- Improve mold venting to allow trapped air and gases to escape, reducing the risk of flow disruptions.
- Material Selection:
- Choose materials with good flow properties and compatibility with the specific injection molding process to reduce the likelihood of tiger striping.
- Gate Design and Location:
- Optimize gate design and placement to ensure even flow and minimize the risk of creating flow lines.
- Consistent Processing Conditions:
- Maintain consistent processing conditions, including temperature, pressure, and speed, to ensure uniform flow and cooling.
- Proper Nozzle Temperature:
- Ensure the nozzle temperature is properly controlled to avoid cold material causing flow marks during injection.
Conclusion
Tiger striping in injection molded parts can compromise the aesthetic quality and perceived value of the final product. By understanding the primary causes, such as flow hesitation, inconsistent melt temperature, poor mold design, and high injection speeds, manufacturers can take proactive steps to prevent this defect. Optimizing melt temperature, improving mold design, controlling injection speeds, enhancing venting, selecting appropriate materials, and maintaining consistent processing conditions are essential strategies for minimizing tiger striping. Implementing these best practices will help ensure the production of high-quality, visually appealing injection molded parts.
Related Conten: Rapid Injection Molding
 DTG Mould Trade Process |
|
| Quote: | According to sample, drawing and specific requirement. |
|---|---|
| Discussion | Mold material, cavity number, price, runner, payment, etc. |
| S/C Signature | Approval for all the items. |
| Advance | Pay 50% by T/T |
| Product Design Checking | We check the product design. If some position is not perfect, or can not be done on the mould, we will send customer the report. |
| Mold Processing | Send report to customer once each week |
| Mold Testing | Send trial samples and try-out report to customer for confirmation |
| Mold Modification | According to customer’s feedback. |
| Balance Settlement | 50% by T/T after the customer approved the trial sample and mould quality. |
| Delivery | Delivery by sea or air. The forwarder can be designated by your side. |
 |
|